Durch die Auswertung von Prozessdaten aus Werkzeugmaschinen können Fehler etwa beim Einfahren früh erkannt werden. Durch die Digitalisierung der Fertigung stehen dafür immer größere Datenmengen zur Verfügung. Um die Datenqualität zu verbessern, werden zudem oft Sensorsysteme in die Maschinen integriert. Die Vielzahl der erfassten Prozesssignale eröffnet dabei neue Möglichkeiten für die Überwachung. So können mit maschinellem Lernen (ML) auch komplexe Zusammenhänge und Muster aus großen Datenmengen abgebildet werden. Weit verbreitete überwachte ML-Methoden benötigen zum Lernen sowohl Daten von fehlerfreien Prozessen als auch Daten von Fehlerfällen. Um zu lernen, benötigen die Algorithmen zudem Informationen darüber, wo sich welche Fehlerfälle im Datensatz befinden. In der Produktion sind allerdings nicht alle Fehlerfälle im Vorhinein bekannt und Daten zu den einzelnen Fehlern liegen häufig nicht in ausreichender Menge vor. Deshalb ist überwachtes Lernen für die Detektion, insbesondere von unbekannten Fehlern, nur bedingt für den industriellen Einsatz geeignet.
Training ohne Vorwissen
Der Anomalie-Detektion-Ansatz aus dem Gebiet des unüberwachten Lernens benötigen hingegen kein solches Vorwissen. Durch das Training mit Daten aus fehlerfreien Prozessen erlernt die Anomalie-Detektion charakteristische Muster und Zusammenhänge in den Signalen. Die trainierten Modelle erkennen Abweichungen (Anomalien) von den gelernten Mustern und können somit sogar unbekannte Prozessfehler detektieren. Das Institut für Fertigungstechnik und Werkzeugmaschinen der Leibniz Universität Hannover (IFW) erforscht daher den Einsatz der Anomalie-Detektion zur Überwachung der Einzelteil- und Kleinserienfertigung. Dabei werden die Prozesse aus unterschiedlichen Perspektiven betrachtet. Auf der untersten Ebene, der Lupenperspektive, stehen einzelne Signalausschnitte. Signalausschnitte fokussieren kurzweilige Effekte, etwa ein frequenzabhängiges Rattern. Die Vogelperspektive umfasst ganze Prozesssegmente, etwa eine einzelne Bohrung oder ein einzelner Längsdrehprozess. Über den Vergleich einzelner Segmente können auch langsame Veränderungen, beispielsweise durch Werkzeugverschleiß, erkannt werden. Die Betrachtung des gesamten Segments ermöglicht eine bessere Einordnung von Signalveränderungen, wodurch Fehlalarme vermieden werden. Die Übertragung des gelernten Wissens zwischen unterschiedlichen Maschinen wird in der Satellitenperspektive adressiert.
Die Lupenperspektive
Selbsterregte Ratterschwingungen sind eine große Herausforderungen in der Zerspanung, da sie die Oberflächenqualität der Werkstücke verschlechtern sowie zu einem erhöhten Werkzeug- und Komponentenverschleiß führen. Bisher werden zur Erkennung von Ratterschwingungen hauptsächlich schwellwertbasierte Methoden eingesetzt. Dabei werden Merkmale im Zeit- oder Frequenzbereich einzelner Signale berechnet. Sobald der Wert eines Merkmals den vorab definierten Schwellwert überschreitet, wird Rattern detektiert. Doch wie sieht ein geeigneter Schwellenwert aus? Ist er zu niedrig gewählt, kommt es zu Fehlalarmen, während ein zu hoher Wert dazu führt, dass Fehler erst zu spät oder gar nicht erkannt werden. Zudem können nur einzelne Merkmale betrachtet werden, die Zusammenhänge zwischen unterschiedlichen Signalen und Merkmalen gehen verloren.
Alle Signale zusammenführen
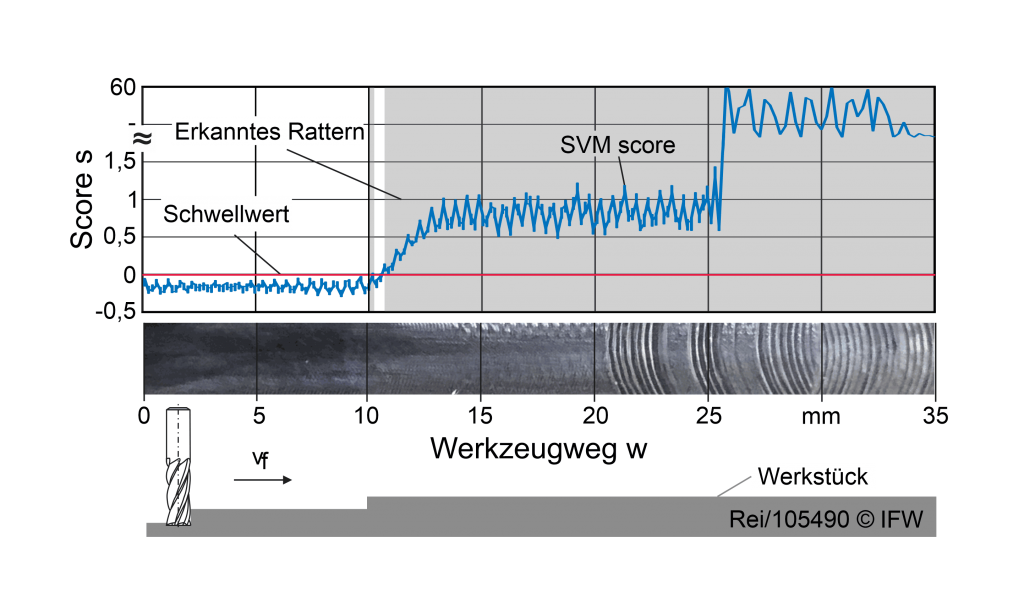
Um diesen Herausforderungen zu begegnen, wurde am IFW eine One-Class-Support-Vector-Maschine (SVM) zur Ratterdetektion eingesetzt. Diese kann Informationen aus unterschiedlichen Datenquellen zu einem sogenannten Score zusammenzuführen und Schwellwerte selbständig bestimmen. Als Eingangsgrößen für die SVM wurden die Signale von drei am Spindelschlitten applizierten Halbleiter-Dehnungsmessstreifen (H.-DMS) und die Antriebsströme der Maschinenachsen verwendet. Trainiert wurde die SVM mit den Daten von 15 ratterfreien Flankenfräsprozessen in Aluminium mit variierenden Vorschubgeschwindigkeiten, Schnitttiefen, -breiten und Drehzahlen. Durch eine Stufe im Werkstück wird nun die Schnitttiefe erhöht, sodass Ratterschwingungen entstehen. Die SVM erkennt das Rattern bevor Rattermarken auf dem Werkstück zu sehen sind. Plötzlich auftretende Prozessfehler wie Ratterschwingungen können also in der Lupenperspektive auch ohne aufwendige Berechnungen von Merkmalen und die manuelle Bestimmung von Schwellwerten erkannt werden. Künstliche Intelligenz (KI) verspricht die Revolution der Fertigung, doch in der Praxis scheitern viele Projekte an einer unzureichenden Datenbasis. Warum Sie erst Ordnung schaffen müssen, bevor Sie Künstliche Intelligenz erfolgreich nutzen können. ‣ weiterlesen
Ohne Datenordnung keine Effizienz: Wie Sie Ihre Produktion KI-ready machen
Die Vogelperspektive
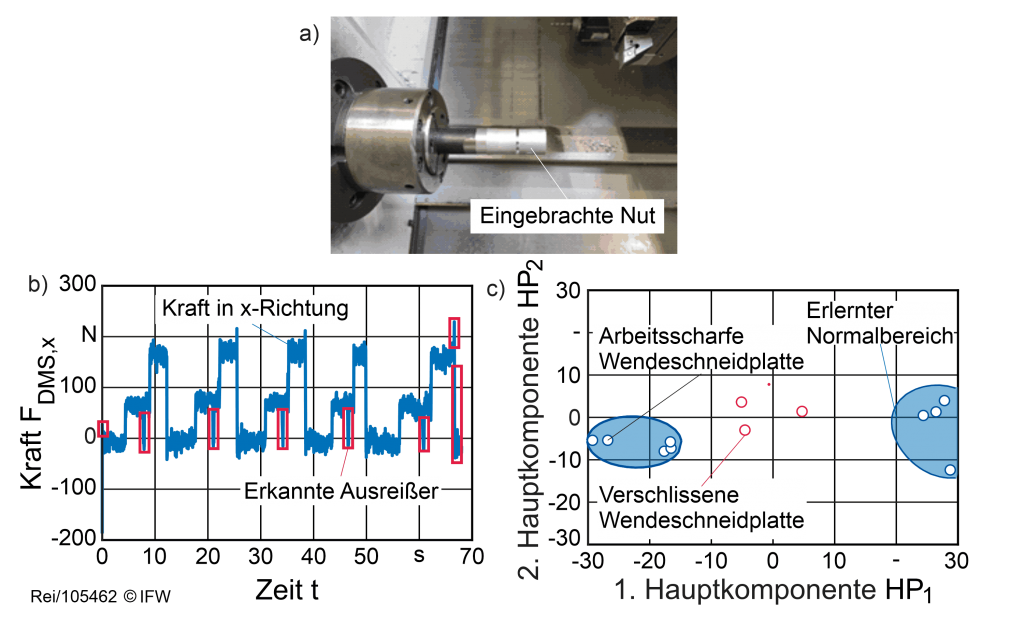
In der Vogelperspektive werden Prozesse durch eine Segmentierung in einzelne Prozessabschnitte unterteilt. Für die Überwachung werden dann ähnliche Prozesssegmente gemeinsam betrachtet. In Abbildung 2 ist der Verlauf der Schnittkraft in x-Richtung (Bild 2b) bei der Drehbearbeitung zu sehen. Bearbeitet wird dabei ein hybrides Bauteil (Bild 2a), das zum Teil aus Aluminium und zum Teil aus Stahl besteht. Für die Ermittlung der Schnittkraft wurden dabei im Werkzeugrevolver integrierte Dehnungsmessstreifen verwendet. Zur Simulation eines Materialfehlers wurde in das Werkstück eine Nut eingebracht, die durch einen Kraftabfall im Signal ersichtlich ist. Die Bearbeitung der unterschiedlichen Werkstoffe zeigt sich ebenfalls am Amplitude des Signals. Um die Signaländerungen durch den Fehler von unkritischen Signaländerungen zu unterscheiden, ist eine segmentweise Betrachtung des Signalverlaufs notwendig. Als Segmentgrenze wird dabei der Zeitpunkt gewählt, in dem der Übergang zwischen den beiden Werkstoffen stattfindet. Zur Fehlerdetektion wird anschließend ein Hampel-Filter innerhalb der einzelnen Segmente eingesetzt. Dieser analysiert die Signalvarianz in den Segmenten und erkennt Abweichungen im Signalverlauf. Dadurch können die im Werkstück eingebrachten Fehler erkannt werden, ohne dass Fehlalarme durch die Werkstoffübergänge ausgelöst werden (Bild 2 b).
Verschleiß ohne Daten erkennen
Die Überwachung langsamer Veränderungen, wie Werkzeugverschleiß, ist eine weitere Anwendung der Anomalie-Detektion in der Vogelperspektive. Dafür wurden die einzelnen Signalsegmente aus dem Drehprozess zunächst durch ihren jeweiligen Mittelwert normiert. Anschließend wurden statistische Merkmale, wie die Signalvarianz und der Signalmedian, für den gesamten Prozess berechnet und durch eine Hauptkomponentenanalyse (PCA) vereinfacht. Mit den Signalen von neun Prozessen mit arbeitsscharfem Werkzeug wurde eine One-Class-SVM angelernt. Bild 2c zeigt die dabei von der SVM gebildeten Clustergrenzen. Die Prozesse mit verschlissenen Wendeschneidplatten (rot) liegen außerhalb dieser Clustergrenzen und werden somit als Fehler erkannt. Durch die Anomalie-Detektion lässt sich Werkzeugverschleiß also selbst dann erkennen, wenn Daten von Prozessen mit verschlissenen Werkzeugen als Referenz fehlen.
Die Satellitenperspektive
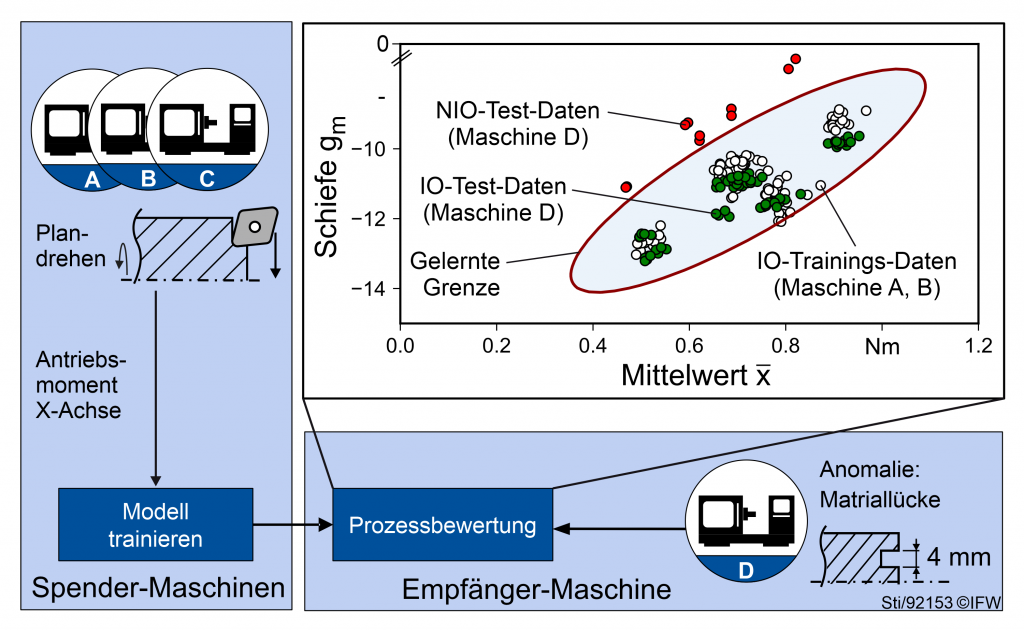
Oft reicht es nicht aus, Prozesse nur an einer Maschine überwachen zu können. In der Satellitenperspektive wird daher die komplette Maschinenhalle mit mehreren Werkzeugmaschinen betrachtet. Um Wissen zwischen Maschinen zu übertragen, werden zuerst die prozessspezifischen Anteile in den überwachten Signalen von den maschinenspezifischen Anteilen isoliert. Anschließend wird eine Anomalie-Detektion mit den Prozessdaten mehrerer Maschinen trainiert. Das Detektionsmodell wird daraufhin an einer anderen, unabhängigen Maschine zur Überwachung eingesetzt. Bild 3 zeigt den Wissenstransfer beispielhaft für vier baugleiche Maschinen. Als Prozess wird das Quer-Plandrehen und als Signal das einfach verfügbare Antriebsmoment der Vorschubachse (X-Achse) betrachtet. Zur Überwachung wird der Prozess in einzelne Drehoperationen segmentiert. Jedes Segment wird durch den Mittelwert und die Schiefe charakterisiert. Mit diesen Kennwerten von 130 fehlerfreien Drehoperationen wurde ein Modell zur Anomalie-Detektion trainiert (weiße Datenpunkte). Zum Aufspüren der Anomalien kommt ein Verfahren basierend auf multivariater Statistik (minimum covariance determinant) zum Einsatz. Im Trainingsdatensatz variierten dabei Schnitttiefe und -geschwindigkeit. Beim Test an der Zielmaschine erkannte das Modell zehn von zehn fehlerhaften Prozessen mit Einstichen, die einen Werkzeugbruch simulieren (rote Datenpunkte). Auch die weiteren 65 fehlerfreien Prozesse (grüne Datenpunkte) klassifizierte die Anomalie-Detektion an der Zielmaschine korrekt. Entsprechend traten keine Fehlalarme auf. Wissen zur Prozessüberwachung ist demnach offenkundig zwischen Maschinen übertragbar.
Potenzial ist da
Die Anomalieerkennung bietet Potential für die Überwachung der Einzelteil- und Kleinserienfertigung. Im Gegensatz zu bisherigen Methoden erlaubt sie eine effiziente und automatisierte Umsetzung, ein manuelle Bewertung der Trainingsdaten entfällt. Dabei ist eine Anomalie immer auch eine Frage der Perspektive. Durch die Betrachtung der unterschiedlichen Perspektiven können sowohl plötzlich auftretende Prozessfehler, wie beispielsweise Ratterschwingungen, als auch langsame Veränderungen, wie etwa Werkzeugverschleiß, gefunden werden. Das sich Erkenntnisse zwischen Maschinen übertragen lassen, vergrößert das Potenzial des Ansatzes noch einmal deutlich.