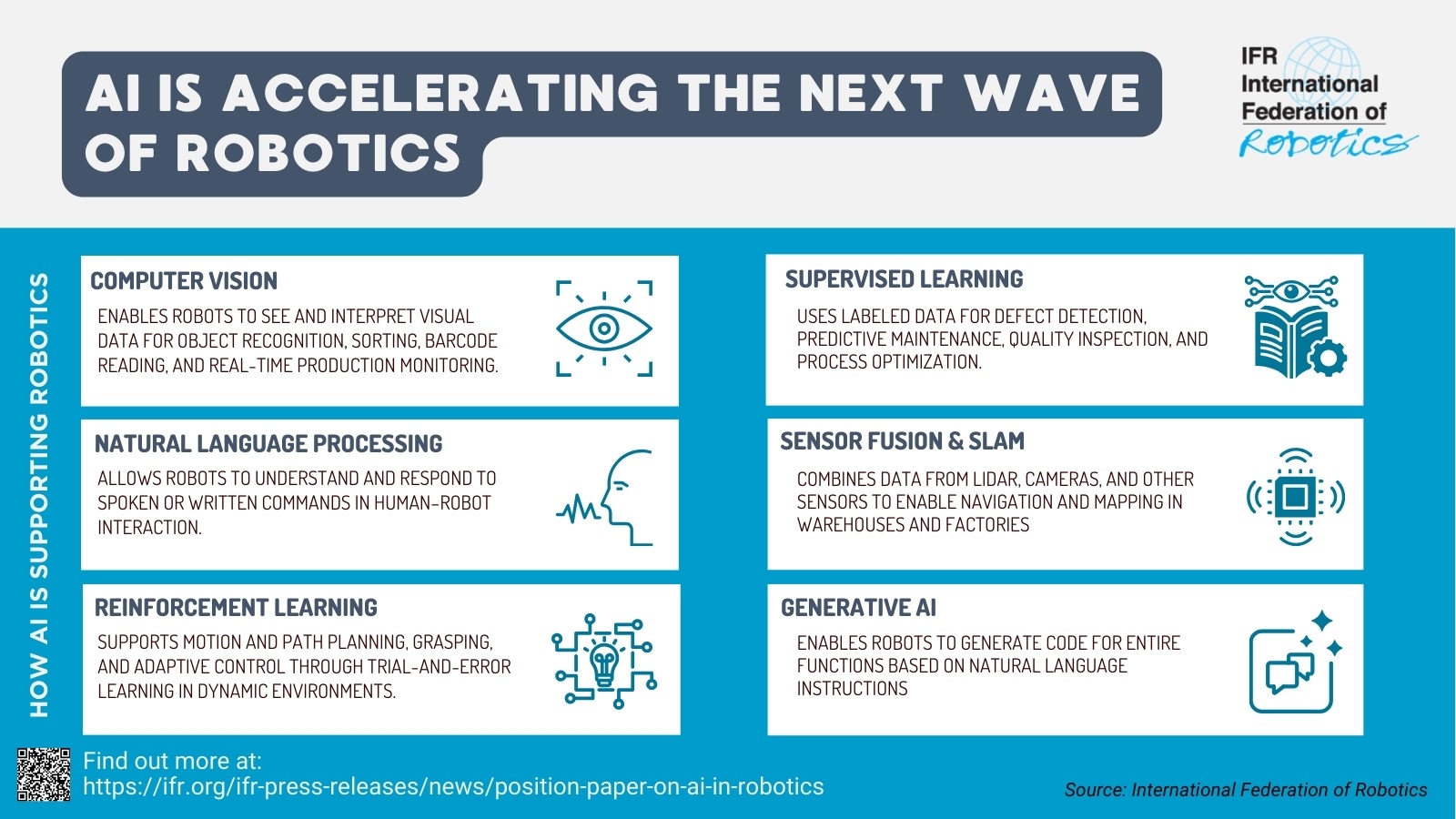
Hierbei verwendet Precitec keine allgemeine KI, sondern eine spezifische Methode des maschinellen Lernens, das sogenannte Supervised Learning. Es basiert darauf, dass Datensätze mit bekannten Ergebnissen versehen werden. Die Labels können sowohl qualitative Kategorien wie Gut/Schlecht oder Spaltfehler als auch quantitative Werte wie 345N oder 0,331mm sein. Je nach Label-Typ kann das Modell entweder eine Defektklassifikation durchführen oder physikalische Werte mittels Regression vorhersagen. Der Ansatz basiert darauf, dass das KI-Modell auf Basis von Sensordaten trainiert wird, die beim Laserstrahlschweißen aufgenommen und durch physikalische Tests validiert wurden.
Die Steigerung der Direktläuferquote wird durch den Einsatz intelligenter Sensortechnologie vorangetrieben, nicht aber durch Einsparungen bei der Anlageninvestition. – Dr.-Ing. Jan-Philipp Weberpals, Audi AG
Die Methodik umfasst drei wesentliche Schritte. Im ersten Schritt erfolgt die Sensordatenerfassung. Während des Laserstrahlschweißens werden Photodioden eingesetzt, beispielsweise mit dem Laser Welding Monitor LWM, welche die unterschiedlichen Prozessemissionen aufzeichnen und in elektrische Signale umwandeln. Alternativ oder ergänzend werden Kamerabilder der Schweißnähte nach dem Schweißprozess aufgenommen. Im zweiten Schritt folgt das Datenlabeling, bei dem die erfassten Sensordaten mit physikalischen Messwerten, etwa aus Zugversuchen, verknüpft werden. So entsteht ein umfangreicher Datensatz, der als Trainingsgrundlage für das KI-Modell dient. Als letzten Schritt erfolgt das Modelltraining, bei dem das KI-Modell darauf trainiert wird, die erfassten Sensordaten mit den zugehörigen physikalischen Kennwerten zu verknüpfen. Nach der Trainingsphase wird das Modell validiert und getestet, um eine hohe Vorhersagegenauigkeit sicherzustellen. Künstliche Intelligenz (KI) verspricht die Revolution der Fertigung, doch in der Praxis scheitern viele Projekte an einer unzureichenden Datenbasis. Warum Sie erst Ordnung schaffen müssen, bevor Sie Künstliche Intelligenz erfolgreich nutzen können. ‣ weiterlesen
Ohne Datenordnung keine Effizienz: Wie Sie Ihre Produktion KI-ready machen
Use Case bei der Audi AG
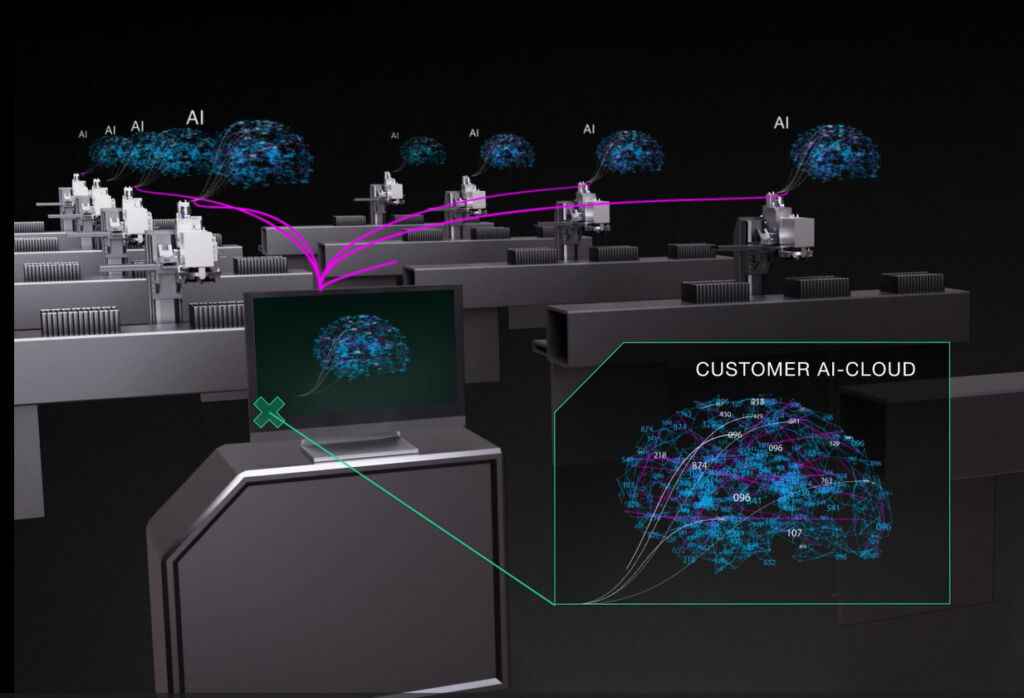
Ein konkreter Anwendungsfall wurde in Zusammenarbeit mit der Audi AG realisiert. Dabei geht es um das Laserstrahlschweißen der einzelnen Pole benachbarter Batteriezellen, um daraus Batteriepacks zu formen. Die Herausforderung bestand in der Identifikation physikalischer Schweißparameter wie Kraft, Spaltmaß und Einschweißtiefe auf Basis von Prozesssignalen sowie der Reduktion der manuellen Signalinterpretation durch die Maschinenführer. Die Lösung bestand in der Entwicklung eines KI-Systems, das mit Sensordaten des Qualitätsüberwachungssystems Laser Welding Monitor LWM trainiert wurde. Das KI-Modell kann nun basierend auf den erfassten Signalen physikalische Kennwerte präzise vorhersagen. Die Maschinenführer erhalten nun statt komplexer Signale direkte Werte wie z.B. 1.234N, was die Entscheidungsfindung erleichtert. Zudem ermöglicht die KI eine genauere Fehleranalyse. Erkennt das System beispielsweise einen Spalt von 345µm, kann dies auf Probleme in der Spannvorrichtung hinweisen.

Sensorfusion Photodiodensensor & Kamera
Ein nächster Entwicklungsschritt ist die sogenannte Sensorfusion, also die Kombination mehrerer Sensordatenquellen. Während der Laser Welding Monitor LWM in-line während des Schweißprozesses arbeitet, liefern nachträglich aufgenommene Kamerabilder zusätzliche Informationen, beispielsweise zum elektrischen Widerstand oder zur Anbindefläche. Die Herausforderung besteht darin, dass die berücksichtigten Kamerabilder die Genauigkeit der Vorhersagen erhöhen, jedoch auf Kosten der Taktzeit. Der Einsatz beider Sensoren verbessert die Vorhersagegenauigkeit, erfordert jedoch eine Abwägung zwischen zusätzlichem Zeitaufwand und Qualitätsgewinn.
Fazit
Mit Hilfe der KI lassen sich zentrale physikalische Kennwerte wie Kraft [N], Spaltmaß [mm], Einschweißtiefe [mm], elektrischer Widerstand [Ω] oder Anbindefläche [mm²] zuverlässig aus Sensordaten vorhersagen. Anlagenführer erhalten so konkrete Werte statt interpretierbarer Signale, die Fehleranalyse wird präziser und es erfolgt eine Optimierung der Qualitätssicherung im industriellen Produktionsprozess. Durch den kontinuierlichen Ausbau der KI-Technologie, insbesondere durch die Integration mehrerer Sensordatenquellen, wird das Verfahren zukünftig noch leistungsfähiger.